เคยไหมครับ? วัดชิ้นงานจุดเดิม แต่วัด 3 รอบได้ค่าไม่เท่ากันสักรอบ! หรือมั่นใจว่าวัดมาเป๊ะแล้ว! แต่พอเอาไปประกอบจริงกลับ หลวมไป หรือบาง “ยัดไม่เข้า” ซะงั้น! หลายคนหัวเสียและพาลคิดไปว่า เวอร์เนีย พังแน่ๆ แต่เดี๋ยวก่อนครับ! ก่อนจะโยนเครื่องมือทิ้ง ต้นเหตุร้อยทั้งร้อยในหน้างานจริงมักจะมาจาก 2 อย่างที่ชื่อว่า Zero Error และ Parallax Error
ในบทความนี้ เราจะพาไปเจาะลึกความผิดพลาดระดับพื้นฐานนี้แบบเข้าใจง่ายๆ ว่ามันคืออะไร แอบแฝงมาตอนไหน ส่งผลกับงานแค่ไหน และที่สำคัญ… เราจะแก้เกมยังไงให้กลับมาวัดได้แม่นยำเหมือนจับวาง!
เวอร์เนีย คืออะไร และเพราะเหตุใดจึงสำคัญ
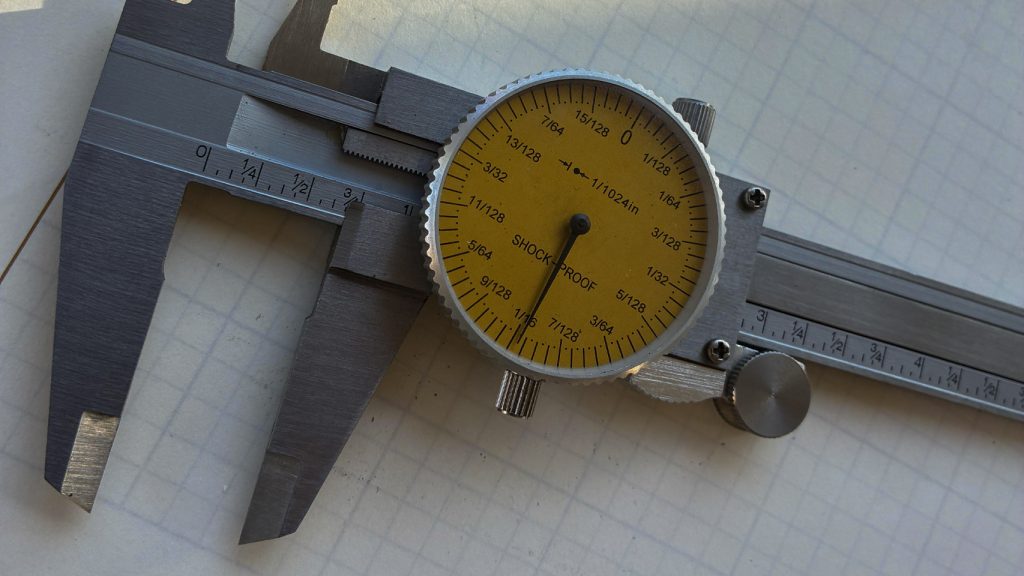
ถ้าพูดถึงเครื่องมือวัดคู่ใจช่างที่ขาดไม่ได้ ยังไงก็ต้องมีชื่อของ เวอร์เนีย ติดโผแน่นอน แต่…น้อยคนจะรู้ว่าเครื่องมือหน้าตาคลาสสิกนี้ ไม่ใช่ของใหม่ยุคอุตสาหกรรมไฮเทคนะครับ แต่มันถูกคิดค้นขึ้นมาตั้งแต่ปี ค.ศ. 1631 (เกือบ 400 ปีที่แล้ว!) โดยนักคณิตศาสตร์ชาวฝรั่งเศสชื่อ ปิแยร์ เวอร์เนียร์ (Pierre Vernier) เป้าหมายของปิแยร์ในตอนนั้นเรียบง่ายมากครับ คือเขาอยากสร้างเครื่องมือที่ช่วยให้คนธรรมดาสามารถวัดขนาดสิ่งของได้เป๊ะกว่าการทาบด้วยไม้บรรทัดธรรมดา

ผ่าโครงสร้าง เวอร์เนีย 4 ชิ้นส่วนสำคัญที่รวมเป็นหนึ่ง
เพื่อให้วัดค่าได้แม่นยำทุกมิติ เวอร์เนีย 1 ตัว จึงถูกออกแบบมาให้มีกลไกสำคัญ 4 ส่วนหลักๆ
- สเกลหลัก (Main Scale): แกนยาวๆ ที่มีหน้าตาและสเกลมิลลิเมตรเหมือนไม้บรรทัดทั่วไป
- ปากวัดชิ้นงาน (Jaws): มีทั้งปากวัดนอก (หนีบชิ้นงาน) และปากวัดใน (กางออกเพื่อวัดรู)
- สเกลเวอร์เนีย (Vernier Scale / สเกลเลื่อน): นี่คือหัวใจหลัก! เป็นสเกลชุดเล็กที่ขยับซ้ายขวาได้ ซึ่งจะถูกซอยช่องแบ่งย่อยออกมาเพื่อใช้อ่านค่าทศนิยม
- สกรูล็อก (Locking Screw): นอตตัวเล็กๆ ด้านบน เอาไว้ขันล็อกสเกลไม่ให้ขยับ หลังจากเราดึงเครื่องมือออกจากชิ้นงานแล้ว จะได้อ่านค่าแบบชัวร์ๆ ไม่เคลื่อน
ทำไม เวอร์เนีย ถึงวัดพลาด ทั้งที่เครื่องมือดูปกติ?
หลายคนมักติดกับดักความคิดที่ว่า เวอร์เนีย คือสุดยอดเครื่องมือวัด ซื้อมาแพงยังไงก็เป๊ะ ขอแค่รูดเป็นก็พอแล้ว แต่ช้าก่อนครับ! ในโลกของความเป็นจริง ต่อให้คุณถือ เวอร์เนีย ระดับเทพราคาหลักหมื่น มันก็ไม่ใช่เครื่องมือที่หยิบมาแล้วค่าจะตรงเป๊ะเสมอไป เพราะหัวใจสำคัญของความแม่นยำ ต้องพึ่งพาทั้ง ความสมบูรณ์ของเครื่องมือ และ ทักษะของคนจับ ทำงานร่วมกันครับ
เวลาที่เราลงหน้างานจริง แล้วพบว่าค่าที่วัดได้มัน “เพี้ยน” หรือ “คลาดเคลื่อน (Error)” ต้นตอของปัญหา 90% มักจะมาจาก 3 แก๊งนี้ครับ
- ตัวเครื่องมือเอง (Instrument Error) ปากวัดเยิน สเกลสึกหรอ กลไกฝืด หรือเครื่องมือตกหล่นจนเสียศูนย์
- ตัวคนวัดเอง (Human Error) จับชิ้นงานไม่ฉาก น้ำหนักมือบีบไม่เท่ากัน หรืออ่านสเกลพลาด
- สภาพแวดล้อม (Environment) คราบน้ำมัน เศษขี้กลึง ฝุ่นผง หรือแม้อุณหภูมิห้องที่ร้อนเกินไปจนทำให้โลหะขยายตัว!
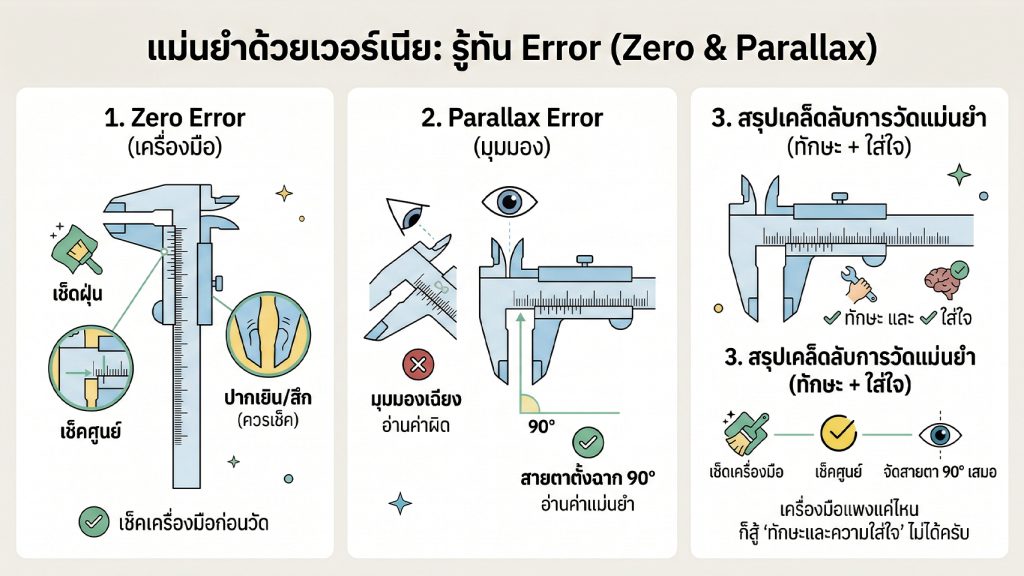
แต่เพื่อให้คุณเอาไปใช้งานและแก้ปัญหาหน้างานได้ทันที บทความนี้เราจะขอ “ซูมอิน” โฟกัสไปที่ 2 ตัวการร้ายที่ช่างเจอบ่อยที่สุด ตกม้าตายกันเยอะที่สุด และที่สำคัญคือ “มักจะถูกมองข้าม” นั่นก็คือ
- Zero Error (เครื่องมือหลอกตา… จุดศูนย์เพี้ยนตั้งแต่ยังไม่เริ่มวัด)
- Parallax Error (สายตาหลอกตัวเอง… ค่าเปลี่ยนเพราะมองผิดมุม)
Zero Error เวอร์เนีย คืออะไร?
นึกภาพตามง่ายๆ ครับ สมมติคุณเดินขึ้นตาชั่งน้ำหนักที่เข็มชี้ไปที่ 1 กิโลกรัม ทั้งๆ ที่ยังไม่มีใครยืน… เวอร์เนียคาลิปเปอร์ก็มีอาการแบบนี้เหมือนกัน! เราเรียกมันว่า “Zero Error” (ค่าความคลาดเคลื่อนจุดศูนย์) พูดภาษาช่างให้เข้าใจง่ายที่สุด Zero Error ก็คืออาการที่ รูดปิดปากเวอร์เนียจนสนิทแล้ว แต่สเกลดันอ่านค่าได้ไม่เท่ากับ 0 ครับ
ลักษณะของ Zero Error
สายบวก (Positive Zero Error) รูดปิดสนิทแล้ว แต่สเกลชี้เกิน 0 ไปทางขวา (เช่น +0.02 mm) ผลที่ตามมา: เวลาคุณเอาไปวัดชิ้นงานจริง ค่าที่อ่านได้บนหน้าปัดจะ “ใหญ่กว่าขนาดจริงเสมอ”
สายติดลบ (Negative Zero Error) รูดปิดสนิทแล้ว แต่สเกลจมถอยหลังไปทางซ้าย (เช่น -0.02 mm) ผลที่ตามมา: เวลาคุณเอาไปวัดชิ้นงานจริง ค่าที่อ่านได้บนหน้าปัดจะ “เล็กกว่าขนาดจริงเสมอ”
ทำไมอยู่ๆ ถึงเพี้ยน? (4 สาเหตุยอดฮิต)
- ฝุ่น ขี้กลึง คราบน้ำมัน อันนี้เจอบ่อยสุด! แค่เศษผงเล็กๆ ไปกระจุกแอบอยู่ตรงปากวัด ก็ทำให้ค่าเพี้ยนไป 0.01–0.03 mm ได้สบายๆ
- สึกหรอตามวัย ใช้งานหนัก หรือเอาปากเวอร์เนียไปขีดชิ้นงานเล่นจนปากเยิน ทำให้ปิดยังไงก็ไม่สนิท
- อุบัติเหตุทำตก โลหะกระแทกพื้นแรงๆ โครงสร้างอาจจะบิดหรือเสียศูนย์ไปเลย
- ลืมเซ็ตศูนย์ (สำหรับรุ่นดิจิตอล): ปิดปากสนิทแล้วแต่ลืมกดปุ่ม ZERO รีเซ็ตค่าก่อนเริ่มลุยงาน
Zero Error น่ากลัวแค่ไหนในงานจริง?
เพื่อให้เห็นภาพชัดๆ สมมติว่าเวอร์เนียของคุณมี Zero Error แอบแฝงอยู่ +0.02 mm คุณใช้มันวัดชิ้นงานและอ่านค่าได้ 20.00 mm เป๊ะๆ… คุณอาจจะยิ้มกริ่มว่างานเนี๊ยบแล้ว แต่ความจริงคือ ขนาดชิ้นงานของคุณมีขนาดแค่ 19.98 mm!
จุดสลบอยู่ตรงนี้ครับ ถ้างานของคุณบังคับค่า Tolerance (ค่าพิกัดความเผื่อ) ไว้ที่ ±0.02 mm ชิ้นงานนี้คือ “ตกสเปกและกลายเป็นของเสียทันที” โดยที่คุณไม่รู้ตัวเลย!
วิธีเช็ค (ทำง่ายๆ ให้วัดแม่นขึ้น)
- เช็ดก่อนวัด เอาผ้าสะอาดลูบเช็ดคราบหรือเศษฝุ่นที่ปากวัดทั้งสองฝั่งให้กริ๊บ
- ปิดแล้วส่อง รูดปิดให้สนิทสุด (ใช้แรงบีบปกติ) แล้วดูสเกล ถ้าขีด 0 ตรงกันเป๊ะ = ลุยต่อได้เลย! (ถ้าใช้รุ่นดิจิตอล ให้กดปุ่ม ZERO ตอนปิดสนิท)
- ชดเชยค่า (ไม้ตายสุดท้าย): ถ้าเช็ดสะอาดแล้ว ค่าก็ยังไม่ยอมกลับไปที่ 0 ให้ใช้หลักการชดเชยค่าครับ ท่องจำง่ายๆ
- ถ้าเครื่องมัน “บวก” มาให้ $\rightarrow$ เราต้องเอาไป “ลบ” ออก (เช่น เครื่องเพี้ยน +0.02 วัดได้ 20.00 ให้จดค่าจริงว่า 19.98)
- ถ้าเครื่องมัน “ติดลบ” มาให้ $\rightarrow$ เราต้องเอาไป “บวก” เข้า (เช่น เครื่องเพี้ยน -0.02 วัดได้ 20.00 ให้จดค่าจริงว่า 20.02)
Parallax Error เวอร์เนีย คืออะไร?
ถ้า Zero Error คือเครื่องมือหลอกเรา… Parallax Error ก็คือการที่ “สายตาเราหลอกตัวเอง” ครับ! นี่คือความผิดพลาดสุดคลาสสิกที่ไม่ได้เกิดจากเครื่องมือพัง แต่เกิดจาก มุมมองในการอ่านค่า ล้วนๆ พูดภาษาช่างให้เข้าใจง่ายที่สุดคือ ถ้าระดับสายตาไม่ตั้งฉาก มองไม่ตรง ค่าก็เพี้ยนทันที
ทำไมแค่มองเอียง… ค่าถึงเพี้ยน?
ลองนึกภาพเข็มหน้าปัดความเร็วรถยนต์ดูครับ ถ้าคุณเป็นคนขับ คุณจะเห็นความเร็วตัวเลขนึง แต่ถ้าเพื่อนที่นั่งข้างๆ ชะโงกหน้ามาดู เข็มเดียวกันนั้นจะชี้ไปที่อีกตัวเลขนึงทันที!
เวอร์เนีย อนะล็อกก็ใช้หลักการเดียวกันครับ เพราะสเกลหลักกับสเกลเลื่อนมันอยู่คนละระนาบกัน (มีช่องว่างความหนาของแผ่นโลหะกั้นอยู่) ดังนั้น ถ้าคุณมองเฉียง หรือเหล่ตามอง เส้นขีดที่ ดูเหมือนจะตรงกัน ในมุมเอียง จริงๆ แล้วมันไม่ได้ตรงกันเลยครับ
Error แค่นี้… ส่งผลกับงานจริงแค่ไหน?
อย่าดูถูกการเอียงคอเด็ดขาดครับ! เพราะจากการทดสอบหน้างาน การมองเฉียงสามารถทำให้ค่าเพี้ยนได้ตั้งแต่ 0.01 ไปจนถึง 0.05 mm สำหรับงาน DIY ทั่วไปอาจจะไม่เห็นผล แต่ถ้าเป็นงานกลึง ชิ้นส่วนเครื่องจักร หรืองานสวมอัด ส่วนต่างแค่ 0.02 mm ก็มากพอที่จะทำให้ งานประกอบไม่เข้า หรือ หลวมโพรกจน QC ไม่ผ่าน กลายเป็นของเสียทั้งชิ้นได้เลยครับ
ปัจจัยแวดล้อมที่ทำให้ Parallax Error หนักกว่าเดิม
นอกจากเรื่องมุมมองแล้ว ยังมีตัวเร่งปฏิกิริยาที่ทำให้เราอ่านค่าพลาดได้ง่ายขึ้นไปอีก
- แสงสว่างไม่พอ ทำให้เราต้องชะโงกหน้าเข้าไปใกล้ชิ้นงานผิดท่าผิดทาง
- สเกลเล็กและถี่เกินไป ยิ่งใช้เวอร์เนีย 0.02 mm ที่ขีดติดกันยิบๆ โอกาสกวาดสายตาพลาดจะยิ่งสูง
- ความล้าของดวงตา ทำงานมาทั้งวัน เพ่งสเกลจนตาเบลอ (เรื่องสรีระสุขภาพตอนทำงานสำคัญมากนะครับ อย่าฝืน!)
3 ทริคปราบ Parallax Error ให้อยู่หมัด (ฉบับใช้งานจริง)
- ล็อกเป้า 90 องศา กฎเหล็กข้อแรกและข้อเดียวตอนอ่านค่า คือต้องจัดระดับสายตาให้ “ตั้งฉากกับหน้าปัดเวอร์เนียเสมอ” ห้ามเหล่ ห้ามชะโงกมองจากด้านข้าง
- ใช้ “สกรูล็อก” ให้เป็นประโยชน์ ถ้าหน้างานมืด แคบ หรือล้วงไปอ่านค่าตรงๆ ลำบาก ให้วัดชิ้นงานให้ได้ระยะ ขันสกรูล็อก (Lock Screw) ด้านบนให้แน่น แล้วค่อยดึงเวอร์เนียออกมาอ่านค่าข้างนอกตรงที่มีไฟสว่างๆ
- อัปเกรดเครื่องมือ (ทางลัดคนไม่อยากปวดตา) ถ้ารู้สึกว่าการต้องมาคอยเล็ง 90 องศาทุกครั้งมันทรมานสายตา การลงทุนกับ “เวอร์เนียดิจิตอล” แบรนด์มาตรฐาน ถือเป็นทางออกที่เจ็บแต่จบครับ เพราะมันตัดปัญหาเรื่องมุมมองทิ้งไปได้ 100% แถมถนอมสายตาให้เราทำงานได้ยาวๆ แบบไม่หงุดหงิดด้วยครับ!


Comments
Loading…